
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

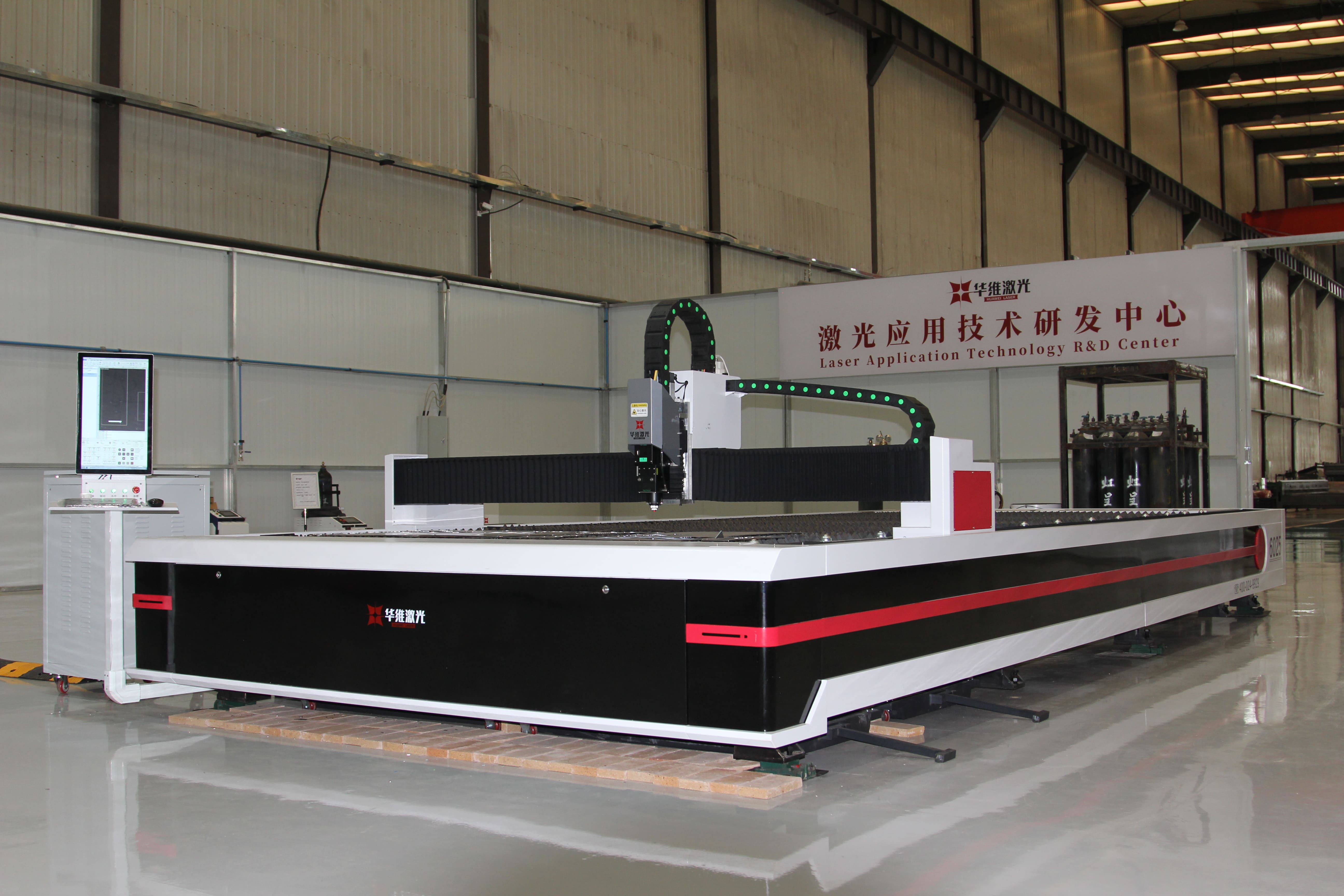
लेसर कटिंग मशीन गॅल्वनाइज्ड शीट, तांबे आणि अॅल्युमिनियम सामग्री हाताळू शकतात?
त्यांच्या उच्च प्रतिबिंब आणि थर्मल चालकतेमुळे, गॅल्वनाइज्ड शीट्स, तांबे आणि अॅल्युमिनियम यासारख्या अत्यंत प्रतिबिंबित सामग्रीचे पारंपारिक लेसर कटिंग लेसर प्रतिबिंब हानिकारक उपकरणे आणि अस्थिर कटिंग यासारख्या काही आव्हाने सादर करते. तथापि, लेसर तंत्रज्ञानाच्या सतत प्रगतीमुळे, आधुनिक लेसर कटिंग मशीन या सामग्रीवर कार्यक्षमतेने आणि स्थिरपणे प्रक्रिया करू शकतात.
आधुनिक लेसर कटिंग तंत्रज्ञानाचे निराकरण
1. उपकरणे पॅरामीटर समायोजन
• उर्जा निवड:गॅल्वनाइज्ड चादरीसाठी, मध्यम आणि कमी शक्तीचा वापर सामान्यत: झिंक थर उच्च तापमानात हिंसकपणे वाष्पीकरण होण्यापासून रोखण्यासाठी आणि मोठ्या प्रमाणात स्प्लॅशिंग तयार करण्यासाठी केला जातो, ज्यामुळे कटिंग गुणवत्ता आणि उपकरणांच्या जीवनावर परिणाम होतो. तांबे आणि अॅल्युमिनियम कापताना, त्यांच्याकडे लेसरसाठी शोषण दर कमी असल्याने, उच्च-शक्ती लेसर स्त्रोतांना वितळण्यासाठी आणि वाष्पीकरण करण्यासाठी पुरेशी उर्जा प्रदान करणे आवश्यक आहे, जेणेकरून कटिंग सहजतेने पुढे जाऊ शकेल.
Des नाडी वारंवारता:गॅल्वनाइज्ड शीट्स कापताना, लेसर उर्जा सामग्रीवर अधिक समान रीतीने कार्य करण्यास आणि उष्णता-प्रभावित झोन कमी करण्यासाठी उच्च नाडी वारंवारतेचा वापर केला जाऊ शकतो. तांबे आणि अॅल्युमिनियमसारख्या अत्यंत प्रतिबिंबित सामग्रीसाठी, कमी नाडी वारंवारता सामान्यत: एकाच नाडीची उर्जा वाढविण्यासाठी आणि सामग्रीमध्ये प्रवेश करण्याची क्षमता सुधारण्यासाठी वापरली जाते.
• कटिंग वेग:गॅल्वनाइज्ड शीटची कटिंग वेग मध्यम असावी. जर ते खूप वेगवान असेल तर ते कापले जाऊ शकत नाही. जर ते खूप धीमे असेल तर, झिंक थर जास्त प्रमाणात बदलला जाईल आणि वाष्पीकरण होईल. तांबे आणि अॅल्युमिनियमची कटिंग वेग सामान्य स्टीलपेक्षा वेगवान असावी जेणेकरून सामग्रीच्या पृष्ठभागावरील उष्णता जमा कमी होते आणि जास्त वितळवून आणि विकृतीस प्रतिबंधित करते.
2. सहाय्यक वायूचा वापर
• गॅस प्रकार:कॉम्प्रेस्ड एअर किंवा नायट्रोजन बर्याचदा गॅल्वनाइज्ड शीट कापण्यासाठी वापरला जातो. संकुचित हवा प्रभावीपणे स्लॅग उडवू शकते आणि नायट्रोजन कट पृष्ठभागाचे ऑक्सिडेशन रोखू शकते. तांबे आणि अॅल्युमिनियम कापताना, उच्च-शुद्धता नायट्रोजन किंवा आर्गॉन सामान्यत: वापरला जातो, जो कटिंग प्रक्रियेदरम्यान उच्च-प्रतिबिंबित सामग्रीच्या ऑक्सिडेशन प्रतिक्रिया अधिक चांगल्या प्रकारे प्रतिबंधित करू शकतो आणि कट पृष्ठभागाची गुणवत्ता सुधारू शकतो.
• गॅस प्रेशर:गॅल्वनाइज्ड शीट कापताना, गॅसचा दबाव सामान्यत: 0.5-1.0 एमपीए असतो. तांबे आणि अॅल्युमिनियम सामग्रीसाठी, वितळल्यानंतर त्यांच्या चांगल्या द्रवपदार्थामुळे, जास्त गॅस प्रेशर आवश्यक आहे, सामान्यत: 1.0-2.0 एमपीए, हे सुनिश्चित करण्यासाठी की पिघळलेल्या सामग्रीला कटिंग क्षेत्रापासून त्वरेने उडवले जाऊ शकते.
3. ऑप्टिकल पथ सिस्टम देखभाल
• लेन्स क्लीनिंग:उच्च-प्रतिबिंबित सामग्रीचे कटिंग दरम्यान एलईएनचे पालन करणे आणि लेसर ट्रान्समिशन आणि फोकसिंग इफेक्टवर परिणाम होण्यापासून कमी होण्यापासून रोखण्यासाठी स्पेशल क्लीनिंग टूल्स आणि अभिकर्मकांसह लेन्स नियमितपणे स्वच्छ करा.
• ऑप्टिकल पथ कॅलिब्रेशन:लेसर बीम भौतिक पृष्ठभागावर अचूकपणे लक्ष केंद्रित करू शकते, उर्जेचा वापर सुधारू शकतो आणि ऑप्टिकल पथ विचलनामुळे होणार्या गुणवत्तेच्या समस्या कमी करू शकतो हे सुनिश्चित करण्यासाठी ऑप्टिकल पथ सिस्टम नियमितपणे तपासा आणि कॅलिब्रेट करा.
4. मटेरियल प्रीट्रेटमेंट
• पृष्ठभाग साफ करणे:कटिंग करण्यापूर्वी, लेसर शोषण दर सुधारण्यासाठी आणि कटिंगची गुणवत्ता सुनिश्चित करण्यासाठी गॅल्वनाइज्ड शीट, तांबे आणि अॅल्युमिनियमच्या पृष्ठभागावर तेल, धूळ आणि स्केल यासारख्या अशुद्धी काढून टाकणे आवश्यक आहे.
• शोषक कोटिंग:कोटिंग सामग्रीच्या पृष्ठभागावर उच्च लेसर शोषण दरासह कोटिंगचा एक थर लेसर उर्जेची शोषण कार्यक्षमता सुधारू शकतो आणि कटिंग प्रभाव सुधारू शकतो.
उपकरणांच्या पॅरामीटर्सचे अनुकूलन करून, योग्य सहाय्यक वायू निवडणे, ऑप्टिकल पथ सिस्टम राखणे आणि प्री-ट्रीटिंग मटेरियल, आधुनिक लेसर कटिंग मशीन गॅल्वनाइज्ड शीट, तांबे आणि अॅल्युमिनियम सारख्या अत्यंत प्रतिबिंबित सामग्रीवर कार्यक्षमतेने आणि स्थिरपणे प्रक्रिया करू शकतात. उपक्रम त्यांच्या आवश्यकतेनुसार प्रतिबिंबित आणि उच्च-शक्ती लेसर उपकरणे निवडू शकतात आणि कटिंगची गुणवत्ता आणि उत्पादन कार्यक्षमता सुधारण्यासाठी प्रक्रिया पॅरामीटर्स अनुकूलित करू शकतात.


