
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

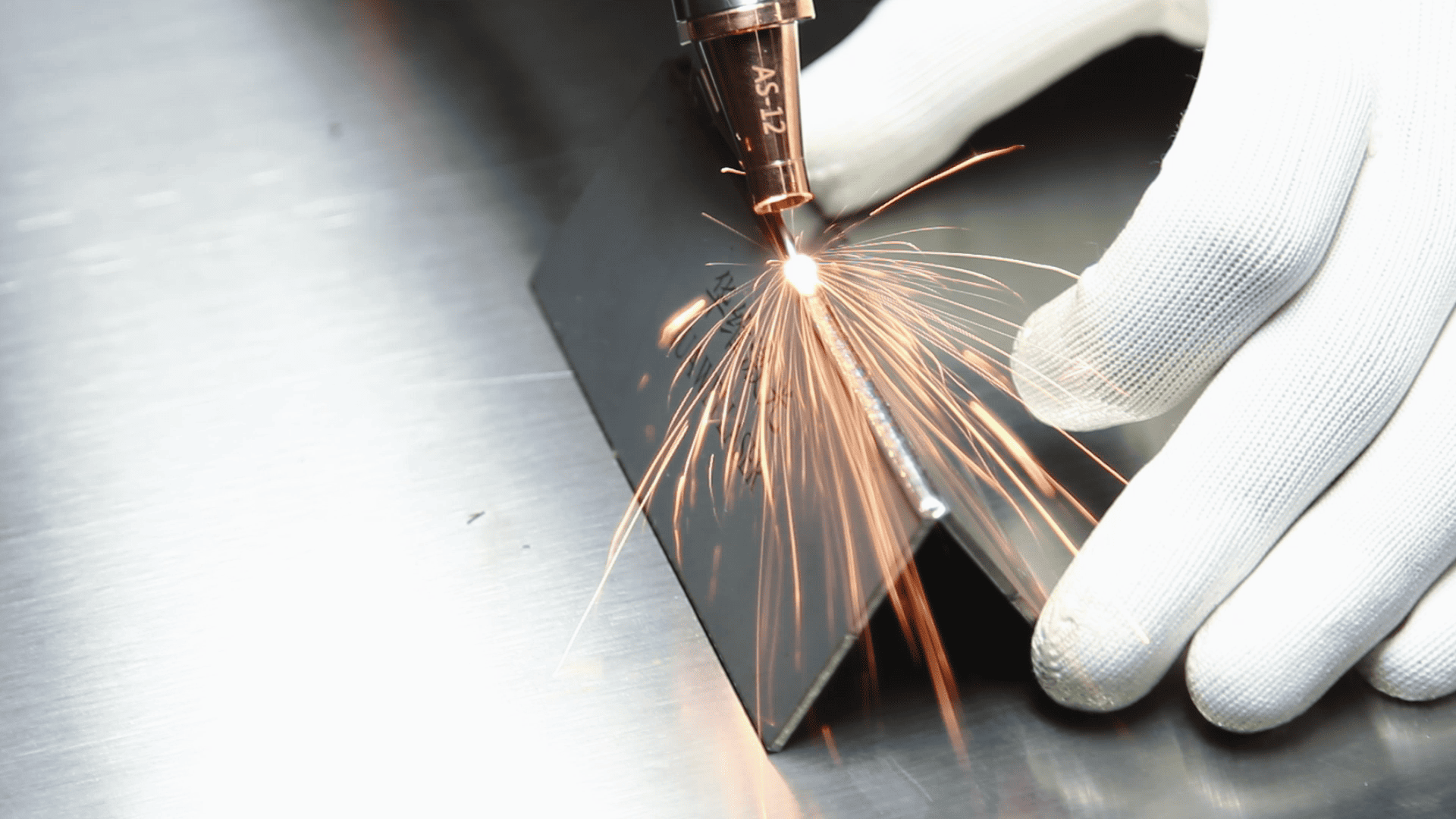
लेसर वेल्डिंगमधील सामान्य गैरसमजांचे विश्लेषण
औद्योगिक उत्पादनात, लेसर वेल्डिंग ही एक गंभीर प्रक्रिया आहे ज्याची गुणवत्ता उत्पादनाच्या सुरक्षा आणि विश्वासार्हतेवर थेट परिणाम करते. तथापि, ऑपरेटर बर्याचदा सामान्य अडचणींमध्ये पडतात जे वेल्डिंगच्या अखंडतेशी तडजोड करतात, सुरक्षिततेचे धोके ओळखतात आणि उत्पादन व्यत्यय आणतात. खाली, आम्ही व्यावसायिकांना जोखीम कमी करण्यास आणि प्रक्रियेची गुणवत्ता वाढविण्यात मदत करण्यासाठी दहा प्रचलित लेसर वेल्डिंग गैरसमजांचे विच्छेदन करतो.
गैरसमज 1: उच्च/लोअर करंट नेहमीच चांगला असतो?
जारी विश्लेषण: वर्तमान नियंत्रण निर्णायक आहे. अत्यधिक वर्तमान ओव्हरलोड वेल्डिंग झोन, बेस मटेरियलद्वारे जळत आहे आणि 凹陷 (डेन्ट्स) तयार करते, स्ट्रक्चरल सामर्थ्य कमकुवत करते. अपुरा वर्तमान फिलर मटेरियल पुरेसे वितळण्यात अपयशी ठरते, परिणामी 假焊 (कोल्ड जोड) आणि लपविलेले सुरक्षितता जोखीम होते.
सर्वोत्कृष्ट सरावः सामग्रीची जाडी आणि इलेक्ट्रोड/वायर प्रकारावर आधारित वर्तमान ऑप्टिमाइझ करा. Φ2.5 इलेक्ट्रोड्ससह 3 मिमी स्टील प्लेट्ससाठी, मार्गदर्शक तत्त्व म्हणून 90-110 ए वापरा, परंतु नेहमी ब्रँड-विशिष्ट पॅरामीटर्ससाठी वेल्डरच्या मॅन्युअलचा संदर्भ घ्या.
गैरसमज 2: पूर्व-वेल्ड क्लीनिंगकडे दुर्लक्ष करणे
जारी विश्लेषणः तेल, गंज किंवा ऑक्साईड थर अडथळे म्हणून कार्य करतात. हे दूषित पदार्थ वेल्डिंग दरम्यान बाष्पीभवन करतात, 气孔 (छिद्र) तयार करतात किंवा स्लॅग समावेश करतात जे कमकुवत करतात 焊缝 (वेल्ड्स).
सर्वोत्कृष्ट सरावः कोन ग्राइंडर्स किंवा वायर ब्रशेसचा वापर करून धातूच्या 光泽 (चमक) वर पृष्ठभाग पूर्णपणे पीसतात. तेल-मुक्त पृष्ठभागांसाठी एसीटोनसह डीग्रेज करा.
गैरसमज 3: यादृच्छिक इलेक्ट्रोड कोन
केस स्टडी: फ्लॅट वेल्डिंगमध्ये, कोन> 80 ° पिघळलेले तलाव अस्थिर करते, ज्यामुळे असमान मणी तयार होते.
योग्य तंत्र:
फ्लॅट वेल्डिंग: स्थिर एआरसी आणि एकसमान उष्णता वितरणासाठी टिल्ट इलेक्ट्रोड 70 ° –80 ° बॅकवर्ड; स्थिर रेषीय गती वापरा.
अनुलंब वेल्डिंग: झिगझॅग ओसीलेशनसह 60 ° –70 ° ऊर्ध्वगामी कोन आणि काठावर थोडक्यात विराम द्या 咬边 (अंडरकट).
गैरसमज 4: उपकरणे तपासणी वगळता
जोखीम: ढाली वेल्डिंगमधील गॅस गळती ऑक्सिजन/नायट्रोजन घुसखोरी, ऑक्सिडायझिंग 焊缝. सैल ग्राउंड केबल्स प्रतिकार वाढवतात, ज्यामुळे अनियमित आर्क किंवा आग लागतात.
प्रोटोकॉल: योग्य ग्राउंडिंग, केबल इन्सुलेशन आणि गॅस सिलेंडर प्रेशर (गॅस-शील्ड्ड वेल्डिंगसाठी) साठी दररोज तपासणी.
गैरसमज 5: कमीतकमी संरक्षणात्मक गियर
धोके: आर्क रेडिएशनमुळे फोटोक्रायटायटीस कारणीभूत ठरते; स्पार्क बर्न त्वचा; धुके न्यूमोकोनिओसिस होतात.
अनिवार्य पीपीई:
ऑटो-डार्किंग हेल्मेट्स (डीआयएन 11+).
ज्योत-प्रतिरोधक सूट + लेदर ग्लोव्हज.
वेंटिलेशन सिस्टम किंवा प्रमाणित श्वसनकर्ते.
गैरसमज 6: न जुळणारे बेस आणि फिलर मटेरियल
गंभीर त्रुटी: स्टेनलेस स्टीलवर कार्बन स्टील इलेक्ट्रोड वापरणे 焊缝 येथे गंज वाढवते.
मार्गदर्शक तत्त्वे:
रासायनिक रचना जुळवा (उदा. E4303 इलेक्ट्रोड्ससह क्यू 235 स्टील).
उच्च-सामर्थ्य स्टील्ससाठी यांत्रिक समतेची खात्री करा.
गैरसमज 7: अनियंत्रित इंटरलेयर तापमान
दोष: मल्टी-लेयर वेल्डिंगमधील अत्यधिक उष्णता धान्य खडबडीत करते आणि विकृतीस प्रवृत्त करते.
नियंत्रण पद्धती:
इन्फ्रारेड थर्मामीटरसह इंटरलेयर टेम्प्स (150-250 डिग्री सेल्सियस) चे परीक्षण करा.
उष्णता समान रीतीने वितरीत करण्यासाठी स्किप वेल्डिंग वापरा.
गैरसमज 8: वेल्डनंतरच्या उपचारांकडे दुर्लक्ष करणे
लपविलेले जोखीम: स्लॅग 残留 (अवशेष) गंजला प्रोत्साहन देते; अवशिष्ट तणावामुळे क्रॅक होतो.
प्रक्रिया:
चिपिंग हॅमरसह स्लॅग काढा; वायर ब्रशेससह पॉलिश.
गंभीर घटकांसाठी तणाव-रिलीफ ne नीलिंग लागू करा.
गैरसमज 9: एकल तंत्रावर जास्त विश्वास
मर्यादा: फ्लॅट वेल्डिंग कौशल्ये एकट्या ओव्हरहेड किंवा पाईप वेल्डिंगमध्ये अयशस्वी होतात, ज्यामुळे 焊瘤 (आच्छादित) किंवा अपूर्ण फ्यूजन होते.
प्रशिक्षण: मास्टर अनुलंब, क्षैतिज आणि ओव्हरहेड वेल्डिंग; चाप ब्रेकिंग वेल्डिंग (चाबूक) आणि चंद्रकोर विणकाम सराव करा.
गैरसमज 10: पर्यावरणीय घटकांकडे दुर्लक्ष करणे
निषिद्ध परिस्थिती: पाऊस हायड्रोजन क्रॅकला प्रेरित करते; मर्यादित स्पेस ट्रॅप विषारी धुके.
आवश्यकता:
आर्द्रता ठेवा <85%; गस्ट्स> 2 मी/से साठी विंडब्रेक्स वापरा.
अॅल्युमिनियम/मॅग्नेशियम मिश्र धातुपासून पाणी दूर ठेवा.
हुआवे लेसर आपल्याला आठवण करून देते: अचूक वेल्डिंग, प्रथम उत्कृष्टता! वेल्डिंग आव्हानांवर मात करण्यासाठी उद्योगांना सक्षम बनविण्यासाठी, हुआवे लेसरने शिफारस केली 1500 डब्ल्यू - 3000 डब्ल्यू इंटेलिजेंट हँडहेल्ड लेसर वेल्डर मालिका, स्टेनलेस स्टील, कार्बन स्टील आणि अॅल्युमिनियम मिश्र धातुंसाठी इंजिनियर केलेले. रीअल-टाइम प्रवेश देखरेख आणि अनुकूलक पॅरामीटर समायोजन वैशिष्ट्यीकृत, ही पोर्टेबल सिस्टम जटिल प्रक्रिया सुलभ करते, पारंपारिक त्रुटी दूर करते आणि उत्पादकता वाढवते.
हुवावे लेसरशी संपर्क साधा:
ईमेल: huaweilaser2017@163.com | अधिकृत वेबसाइट: www.huawei-laser.com
टीपः जागतिक व्यावसायिकांसाठी स्पष्टता सुनिश्चित करण्यासाठी या भाषांतर चिनी भाषेत (इंग्रजी स्पष्टीकरणासह) मुख्य तांत्रिक अटी कायम ठेवते. विशिष्ट ऑपरेशन्ससाठी नेहमीच उपकरणे निर्माता मार्गदर्शक तत्त्वांचे पालन करा.


