- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

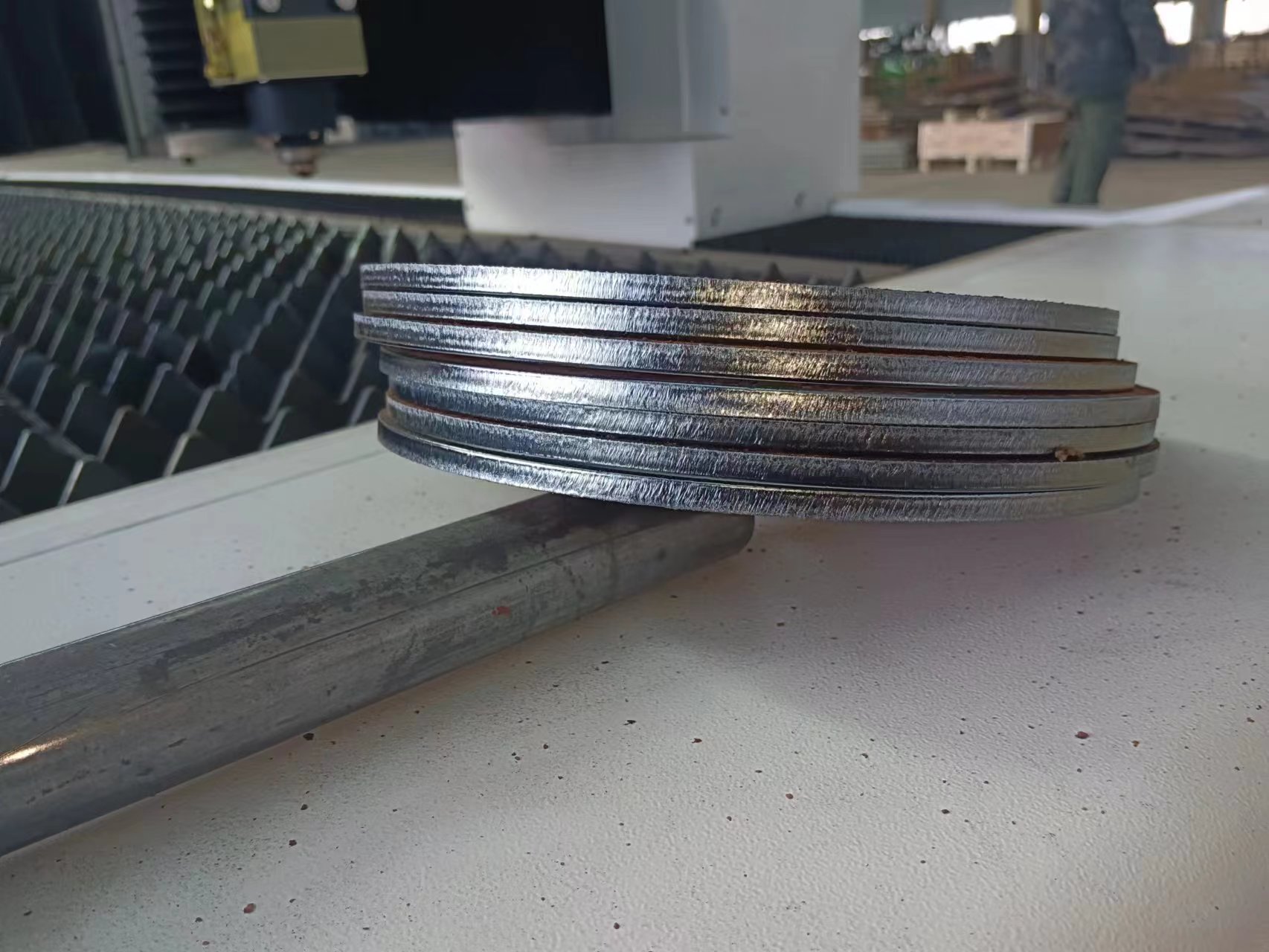
लेसर कटिंग कार्बन स्टील: सामान्य आव्हाने आणि समाधानावर लक्ष देणे
1. तळाशी स्ट्राइज, उग्र पृष्ठभाग आणि ड्रॉस
कारणे:
अत्यधिक गॅस प्रेशर: उच्च गॅसचा दबाव कटिंगच्या गुणवत्तेवर परिणाम करू शकतो, ज्यामुळे खडबडीत पृष्ठभाग आणि अगदी ड्रॉस तयार होऊ शकतो.
स्लो कटिंग वेग: हळू कटिंग गतीमुळे लेसर बीम जास्त काळ धातूच्या पृष्ठभागाच्या संपर्कात राहते, परिणामी कटिंग क्षेत्रात उष्णता एकाग्रता आणि तळाशी ड्रॉस तयार होते.
फोकस खूप जास्त: अयोग्यरित्या सेट केलेल्या उच्च फोकस पॉईंटमुळे लेसर उर्जेचे असमान वितरण होते, परिणामी खडबडीत पृष्ठभाग आणि तळाशी ड्रॉस जमा होते.
उपाय:
गॅस प्रेशर कमी करा: अत्यधिक दबाव रोखण्यासाठी गॅसचा दबाव समायोजित करा ज्यामुळे खडबडीत पृष्ठभाग होऊ शकतात.
कटिंगची गती वाढवा: लेसर बीम द्रुतगतीने सामग्रीमधून जात आहे हे सुनिश्चित करण्यासाठी कटिंगची गती वाढवा, ओव्हरहाटिंगला प्रतिबंधित करा.
फोकस पॉईंट कमी करा: लेसर उर्जा इष्टतम कटिंग स्थानावर केंद्रित आहे हे सुनिश्चित करण्यासाठी फोकस पॉईंट कमी करा, उष्णता प्रभावित झोन कमी करणे आणि कटिंगची गुणवत्ता सुधारणे.

2. बर्न कडा आणि पिवळसर
कारणे:
फोकस खूप जास्त: जेव्हा फोकस पॉईंट खूप जास्त असतो, तेव्हा लेसर उर्जा पृष्ठभागावर केंद्रित केली जाते, ज्यामुळे जास्त गरम होणे आणि जळलेल्या कडा आणि पिवळसर होण्यास कारणीभूत ठरते.
अत्यधिक गॅस प्रेशर: उच्च गॅस प्रेशरमुळे लेसर बीम चुकीच्या कोनात सामग्रीवर आदळेल, परिणामी अति तापविणे किंवा ऑक्सिडेशन होऊ शकते, ज्यामुळे पिवळसर होऊ शकते.
अत्यधिक लेसर पॉवर: उच्च लेसर पॉवर सामग्रीच्या पृष्ठभागावर अत्यधिक तापवू शकते, ज्यामुळे बर्निंग किंवा डिस्कोलोरेशन होते.
उपाय:
फोकस पॉईंट कमी करा: लेसर उर्जा कटिंग पॉईंटवर तंतोतंत केंद्रित आहे हे सुनिश्चित करण्यासाठी फोकस समायोजित करा, ओव्हरहाटिंगला प्रतिबंधित करा.
गॅसचा दबाव कमी करा: गॅसचा दबाव कमी केल्याने अत्यधिक वायुप्रवाह टाळण्यास मदत होते जे कटिंग प्रक्रियेस अडथळा आणते आणि ऑक्सिडेशन कमी करते.
नोजल व्यास कमी करा: नोजल व्यास कमी करून, गॅसचा प्रवाह एकाग्र केला जातो, ज्यामुळे उष्णतेचा फैलाव रोखण्यास मदत होते आणि जळलेल्या कडा घटने कमी होते.
लेसर पॉवर कमी करा: सामग्रीच्या पृष्ठभागाची अत्यधिक गरम टाळण्यासाठी लेसर पॉवर कमी करा, जळलेल्या कडा किंवा पिवळसर होण्याचा धोका कमी करा.

3. शीर्षस्थानी चांगली कटिंग गुणवत्ता, तळाशी ड्रॉस
कारणे:
फोकस खूप जास्त: उच्च फोकस पॉईंटमुळे लेसर बीमच्या अपुरा प्रवेशास कारणीभूत ठरते, परिणामी तळाशी एक अशुद्ध कट आणि ड्रॉस तयार होतो.
कमी गॅस प्रेशर: अपुरा गॅस प्रेशर पिघळलेला स्लॅग प्रभावीपणे काढण्यात अयशस्वी होतो, ज्यामुळे तळाशी ड्रॉस होतो.
वेगवान वेग वेगवान: वेगवान कटिंग वेगाचा परिणाम लेसर बीम सामग्रीवर फारच कमी वेळ घालवितो, पुरेसा उष्णता अनुप्रयोग रोखतो, तळाशी अपूर्ण वितळतो आणि ड्रॉस तयार होतो.
उपाय:
कटिंगची गती कमी करा: लेसर बीमला दीर्घ कालावधीसाठी सामग्रीवर राहण्याची परवानगी देण्यासाठी कटिंगची गती कमी करा, पुरेसे स्लॅग काढण्याची खात्री करुन.
फोकस पॉईंट कमी करा: लेसर बीम सामग्रीमध्ये अधिक प्रभावीपणे प्रवेश करते हे सुनिश्चित करण्यासाठी फोकस समायोजित करा आणि तळाशी कटिंगची गुणवत्ता सुधारते.
गॅस प्रेशर वाढवा: पिघळलेल्या स्लॅगला हद्दपार करण्यासाठी गॅसचा दबाव वाढवा, तळाशी त्याचे संचय रोखणे.
कार्बन स्टीलच्या लेसर कटिंग दरम्यान उद्भवलेल्या सामान्य समस्यांचे निराकरण गॅस प्रेशर, फोकस पॉईंट आणि कटिंग वेग, तसेच उपकरणे कॉन्फिगरेशन ऑप्टिमाइझिंग सारख्या कटिंग पॅरामीटर्समध्ये समायोजित करून सोडविले जाऊ शकते. या पॅरामीटर्सना बारीक-ट्यूनिंगद्वारे, कटिंगची गुणवत्ता वाढविली जाऊ शकते, पृष्ठभाग दोष कमी केले जाऊ शकतात आणि एकूणच उत्पादन कार्यक्षमता सुधारली जाऊ शकते. लेसर कटिंगमध्ये गुंतलेल्या कंपन्यांनी इष्टतम कटिंग परिणाम साध्य करण्यासाठी सामग्रीची वैशिष्ट्ये आणि विशिष्ट प्रक्रियेच्या आवश्यकतांवर आधारित योग्य सेटिंग्ज निवडल्या पाहिजेत.
लेसर कटिंग तंत्रज्ञानाविषयी किंवा विशिष्ट समस्यांचे निराकरण करण्यासाठी अधिक माहितीसाठी कृपया आमच्या तांत्रिक समर्थन कार्यसंघाशी संपर्क साधा. आम्ही आपल्याला सर्वोत्तम सहाय्य प्रदान करण्यास वचनबद्ध आहोत.
संपर्क माहिती:
हुआवे लेसर
ईमेल: huaweilaser2017@163.com
वेबसाइट: www.huawei-laser.com