
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

लेसर वेल्डिंगमध्ये वायर फीडिंग समजून घेणे
लेसर वेल्डिंगमधील वायर फीडिंग तंत्रज्ञान उच्च-गुणवत्तेच्या वेल्डिंग साध्य करण्यासाठी एक महत्त्वाचा घटक आहे. वायर मटेरियल, व्यास, वायर फीडिंग पद्धत आणि वायर फीडिंगची गती अचूकपणे नियंत्रित करून, वेल्डिंग कार्यक्षमता आणि संयुक्त गुणवत्ता प्रभावीपणे सुधारली जाऊ शकते. खालील तपशील वायर फीडरचे कार्यरत तत्त्व, वायर निवड, वायर फीडिंग वेग आणि इतर तांत्रिक बिंदू.
1. वायर फीडरचे कार्यरत तत्व
वायर फीडर हे एक डिव्हाइस आहे जे लेसर वेल्डिंग क्षेत्रात वेल्डिंग वायर वितरीत करण्यासाठी विशेषतः वापरले जाते. त्याच्या कार्यरत प्रक्रियेमध्ये खालील मुख्य दुवे समाविष्ट आहेत:
वायर फीडिंग मोटर:वेल्डिंगच्या वायरला वेल्डिंग गनमध्ये ढकलण्यासाठी वायर फीडर मोटरद्वारे वायर फीडिंग सिस्टम चालवते.
वायर फीड ट्यूब:वायर फीडर वेल्डिंग वायरला सडपातळ वितरण पाईपद्वारे वेल्डिंग गनमध्ये फीड करते. वेल्डिंग वायर सहजतेने पोसले जाऊ शकते हे सुनिश्चित करण्यासाठी वायर फीड ट्यूब सामान्यत: वक्र आकारात डिझाइन केली जाते.
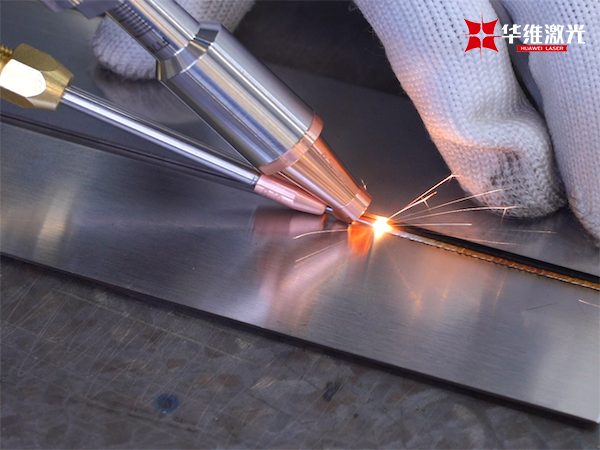
वायर नोजल:वेल्डिंग गनला वितरित वेल्डिंग वायर नोजलद्वारे लेसर बीमच्या वेल्डिंग क्षेत्रात प्रवेश करते आणि लेसर बीमसह वेल्डिंगच्या भागावर कार्य करते.
वेल्डिंग वायरची तंतोतंत वितरण आणि लेसर बीमचे प्रभावी विकिरण सुनिश्चित करण्यासाठी वायर फीडिंग सिस्टमला सामान्यत: लेसर वेल्डिंग उपकरणांसह सिंक्रोनिकरित्या कार्य करणे आवश्यक आहे, ज्यामुळे पिघळलेल्या तलावाची स्थिरता आणि वेल्डेड संयुक्तची गुणवत्ता सुनिश्चित होईल.
2. वेल्डिंग वायर सामग्रीची निवड
वेल्डिंग वायर सामग्रीची निवड वेल्डिंग गुणवत्ता आणि संयुक्त सामर्थ्यावर थेट परिणाम करते. वेल्डेड संयुक्तची कार्यक्षमता सुनिश्चित करण्यासाठी वेगवेगळ्या बेस मटेरियलला वेगवेगळ्या प्रकारचे वेल्डिंग वायर आवश्यक आहे. सामान्य वेल्डिंग वायर मटेरियलमध्ये स्टेनलेस स्टील वेल्डिंग वायर, अॅल्युमिनियम मिश्र धातु वेल्डिंग वायर, कॉपर वेल्डिंग वायर इत्यादींचा समावेश आहे. निवडताना खालील घटकांचा विचार करणे आवश्यक आहे:
बेस मटेरियल मॅचिंग:वेल्डिंग वायरची रासायनिक रचना सामग्री विसंगततेमुळे वेल्डिंग दोष टाळण्यासाठी बेस मटेरियलशी जुळली पाहिजे.
यांत्रिक मालमत्तेची आवश्यकता:वेल्डिंग वायर मटेरियलच्या यांत्रिक गुणधर्म (जसे की सामर्थ्य, कडकपणा इ.) सह संयुक्त पुरेशी शक्ती आहे हे सुनिश्चित करण्यासाठी अनुप्रयोग आवश्यकता पूर्ण केल्या पाहिजेत.
गंज प्रतिकार आणि उच्च तापमान प्रतिकार: काही विशिष्ट वातावरणात वापरल्या जाणार्या भागांसाठी, वेल्डिंग वायरचा गंज प्रतिकार आणि उच्च तापमान प्रतिकार देखील संबंधित मानकांची पूर्तता करणे आवश्यक आहे.
3. वायर व्यास निवड
वायर व्यासाचा आकार फिलर रकमे, पिघळलेल्या पूल नियंत्रण आणि वेल्डिंगच्या वेल्डिंग गतीवर थेट परिणाम करतो. सामान्य वायर व्यासाची श्रेणी सहसा ०.8 मिमी आणि २.4 मिमी दरम्यान असते आणि विशिष्ट निवड खालील घटकांवर अवलंबून असते:
मूळ सामग्रीची जाडी: पातळ प्लेट वेल्डिंग सामान्यत: पिघळलेल्या तलावावर अचूकपणे नियंत्रित करण्यासाठी पातळ वायर (जसे की 0.8 मिमी किंवा 1.0 मिमी) वापरते, तर जाड प्लेट्सना जाड वायर (जसे की 1.6 मिमी किंवा 2.0 मिमी) आवश्यक असते.
वेल्डिंग स्थिती:क्षैतिज किंवा हँगिंग वेल्डिंग जोडांसाठी, पातळ तारा पिघळलेल्या तलावावर नियंत्रण ठेवणे आणि जास्त पिघळलेल्या तलावांमुळे वेल्डिंग दोष कमी करणे सोपे आहे.
वेल्डिंग पॉवर:उच्च-शक्तीच्या लेसर सिस्टमला उच्च-सामर्थ्य वेल्डिंग आवश्यकता पूर्ण करण्यासाठी अधिक फिलर मेटल प्रदान करण्यासाठी जाड वायरसह जुळले जाऊ शकते.
योग्य वायर व्यास निवडणे वेल्डिंगची कार्यक्षमता सुधारण्यास, वेल्डिंग दोष कमी करण्यास आणि वेल्डेड संयुक्तची गुणवत्ता सुनिश्चित करण्यात मदत करते.
4. वेल्डिंग गनमध्ये वायर कसे खायला द्यावे
वायर सामान्यत: वायर फीडरच्या वायर फीड ट्यूबद्वारे वेल्डिंग गनमध्ये दिले जाते. वेल्डिंग गनमध्ये वेल्डिंग वायरला खायला देण्याची प्रक्रिया अगदी तंतोतंत आहे आणि सहसा असे अनेक मार्ग असतात:
यांत्रिक वायर फीडिंग सिस्टम:वेल्डिंग वायर मोटर आणि ड्राईव्ह व्हीलद्वारे वायर फीडिंग ट्यूबमध्ये चालविली जाते आणि नंतर वेल्डिंग वायर मार्गदर्शक प्रणालीद्वारे लेसर वेल्डिंग क्षेत्रात दिले जाते.
वायवीय वायर फीडिंग सिस्टम:वायर फीडिंग ट्यूबच्या बाजूने वेल्डिंग वायर ढकलण्यासाठी गॅस (जसे की नायट्रोजन किंवा कॉम्प्रेस्ड एअर) वापरला जातो. ही पद्धत तुलनेने सोपी आहे, परंतु वेल्डिंग वायरला डिफ्लेक्टिंग किंवा अडकण्यापासून रोखण्यासाठी तंतोतंत एअरफ्लो नियंत्रण आवश्यक आहे.
वायर फीडिंग प्रक्रियेने हे सुनिश्चित केले पाहिजे की वेल्डिंग वायर गुळगुळीत, अखंड आहे आणि इतर घटकांमध्ये व्यत्यय आणत नाही. वेल्डिंग गनच्या डिझाइनमध्ये सामान्यत: लेसर बीमसह वेल्डिंग वायरचे अचूक डॉकिंग सुनिश्चित करण्यासाठी मार्गदर्शक डिव्हाइस असते.

5. वायर फीडिंग स्पीड कंट्रोल
लेसर वेल्डिंगमधील वायर फीडिंग वेग हे एक मुख्य मापदंड आहे. वायर फीडिंग गतीच्या निवडीसाठी लेसर पॉवर, वेल्डिंग वेग, वायर व्यास आणि वितळलेल्या तलावाच्या आकाराचा विचार करणे आवश्यक आहे. सामान्यत:, वेल्डिंग वायर स्थिर दराने पिघळलेल्या तलावामध्ये दिले जाऊ शकते हे सुनिश्चित करण्यासाठी वायर फीडिंग गती लेसर वेल्डिंगच्या गतीसह समक्रमित करणे आवश्यक आहे.
अत्यधिक वायर फीडिंग वेग:जास्त फिलर मेटल होऊ शकते, संयुक्त खूप मोठ्या किंवा ओव्हरफिलिंगचा पिघळलेला तलाव वाढवू शकतो, ज्यामुळे वेल्डिंग दोष होऊ शकतात.
खूप हळू वायर फीडिंग वेग:यामुळे अपुरी वेल्डिंग वायर, खूपच लहान पिघळलेले पूल, वेल्डिंग संयुक्तची अपुरी शक्ती आणि अगदी अपूर्ण वेल्डिंग होऊ शकते.
वायर फीडिंग गती अचूकपणे नियंत्रित करण्यासाठी, आधुनिक वायर फीडर सामान्यत: उच्च-परिशुद्धता नियंत्रण प्रणालीसह सुसज्ज असतात, जे वेल्डिंग प्रक्रियेच्या स्थिरता आणि उच्च गुणवत्तेची खात्री करण्यासाठी वेल्डिंग प्रक्रियेच्या रिअल-टाइम फीडबॅक (जसे की लेसर पॉवर, वेल्डिंग वेग, पिघळलेले पूल तापमान इ.) स्वयंचलितपणे वायर फीडिंग गती समायोजित करू शकते.

आपण लेसर वेल्डिंग तंत्रज्ञान आणि वायर फीडिंग सोल्यूशन्सबद्दल अधिक जाणून घेऊ इच्छित असल्यास, कृपया हुआवे लेसरशी संपर्क साधा. हुवावे लेसर लेसर वेल्डिंग तंत्रज्ञानाच्या संशोधन आणि विकास आणि अनुप्रयोगावर लक्ष केंद्रित करते, वेल्डिंग तंत्रज्ञान आणि उत्पादन कार्यक्षमता सुधारण्यासाठी कंपन्यांना व्यापक तांत्रिक समर्थन आणि सानुकूलित सेवा प्रदान करते.


